



01 การเชื่อมแบบไฮบริดเลเซอร์-อาร์คแผ่นหนา
การเชื่อมแผ่นโลหะหนา (ความหนา ≥ 20 มม.) มีบทบาทสำคัญในการผลิตอุปกรณ์ขนาดใหญ่ในสาขาสำคัญๆ เช่น การบินและอวกาศ การเดินเรือและการต่อเรือ การขนส่งทางราง เป็นต้น ชิ้นส่วนเหล่านี้มักมีลักษณะเฉพาะคือมีความหนามาก รูปทรงรอยต่อซับซ้อน และสภาพแวดล้อมการใช้งานที่ซับซ้อน คุณภาพการเชื่อมมีผลโดยตรงต่อประสิทธิภาพและอายุการใช้งานของอุปกรณ์ เนื่องจากความเร็วในการเชื่อมที่ช้าและปัญหาการกระเด็นของโลหะอย่างรุนแรง วิธีการเชื่อมแบบใช้แก๊สปกคลุมแบบดั้งเดิมจึงประสบปัญหาต่างๆ เช่น ประสิทธิภาพการเชื่อมต่ำ การใช้พลังงานสูง และความเค้นตกค้างสูง ทำให้ยากที่จะตอบสนองความต้องการการผลิตที่เพิ่มขึ้นอย่างต่อเนื่อง อย่างไรก็ตาม เทคโนโลยีการเชื่อมแบบไฮบริดเลเซอร์-อาร์คแตกต่างจากเทคโนโลยีการเชื่อมแบบดั้งเดิม โดยสามารถผสมผสานข้อดีของการเชื่อมแบบไฮบริดเลเซอร์-อาร์คได้อย่างลงตัวการเชื่อมด้วยเลเซอร์และเป็นการเชื่อมแบบอาร์ค ซึ่งมีคุณสมบัติเด่นคือ ความลึกในการทะลุทะลวงสูง ความเร็วในการเชื่อมสูง ประสิทธิภาพสูง และคุณภาพการเชื่อมที่ดีกว่า ดังแสดงในรูปที่ 1 ดังนั้น เทคโนโลยีนี้จึงได้รับความสนใจอย่างกว้างขวางและเริ่มนำไปประยุกต์ใช้ในบางสาขาสำคัญแล้ว
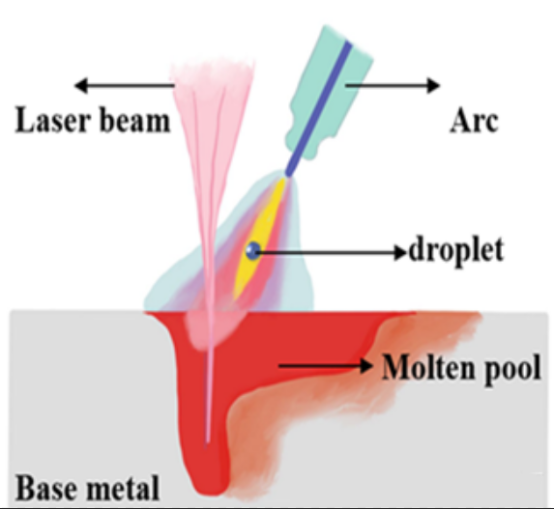
รูปที่ 1 หลักการของการเชื่อมแบบไฮบริดเลเซอร์-อาร์ค
02 การวิจัยเกี่ยวกับการเชื่อมแบบไฮบริดเลเซอร์-อาร์คของแผ่นโลหะหนา
สถาบันเทคโนโลยีอุตสาหกรรมแห่งนอร์เวย์และมหาวิทยาลัยเทคโนโลยีลูเลในสวีเดนได้ศึกษาความสม่ำเสมอของโครงสร้างของรอยเชื่อมคอมโพสิตภายใต้กำลังไฟ 15 กิโลวัตต์ สำหรับเหล็กกล้าผสมต่ำความแข็งแรงสูงที่มีไมโครอัลลอยหนา 45 มิลลิเมตร มหาวิทยาลัยโอซาก้าและสถาบันวิจัยโลหะวิทยาแห่งชาติของอียิปต์ใช้เลเซอร์ไฟเบอร์ 20 กิโลวัตต์ในการวิจัยกระบวนการเชื่อมแบบไฮบริดเลเซอร์-อาร์คแบบผ่านครั้งเดียวของแผ่นเหล็กหนา (25 มิลลิเมตร) โดยใช้แผ่นรองด้านล่างเพื่อแก้ปัญหาการนูนที่ด้านล่าง บริษัท Force Technology ของเดนมาร์กใช้เลเซอร์ดิสก์ 16 กิโลวัตต์สองตัวต่อกันในการวิจัยการเชื่อมแบบไฮบริดของแผ่นเหล็กหนา 40 มิลลิเมตรที่กำลังไฟ 32 กิโลวัตต์ ซึ่งแสดงให้เห็นว่าการเชื่อมเลเซอร์-อาร์คกำลังสูงคาดว่าจะถูกนำไปใช้ในการเชื่อมฐานเสากังหันลมในทะเล ดังแสดงในรูปที่ 2 บริษัท Harbin Welding จำกัด เป็นบริษัทแรกในประเทศที่เชี่ยวชาญเทคโนโลยีหลักและเทคโนโลยีการบูรณาการอุปกรณ์ของการเชื่อมแบบไฮบริดแหล่งความร้อนเลเซอร์แข็ง-อิเล็กโทรดหลอมเหลวกำลังสูง นี่เป็นครั้งแรกที่มีการนำเทคโนโลยีและอุปกรณ์การเชื่อมแบบไฮบริดด้วยเลเซอร์แข็งกำลังสูงและลวดเชื่อมคู่มาประยุกต์ใช้กับอุปกรณ์ระดับไฮเอนด์ในการผลิตในประเทศของเราได้สำเร็จ
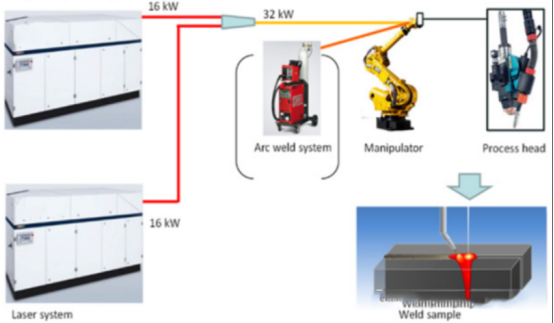
รูปที่ 2 แผนภาพแสดงผังการติดตั้งเลเซอร์
จากสถานะการวิจัยปัจจุบันเกี่ยวกับการเชื่อมแบบไฮบริดเลเซอร์-อาร์คของแผ่นโลหะหนาในทั้งในและต่างประเทศ พบว่าการผสมผสานวิธีการเชื่อมแบบไฮบริดเลเซอร์-อาร์คและร่องแคบสามารถเชื่อมแผ่นโลหะหนาได้ เมื่อกำลังเลเซอร์เพิ่มขึ้นเกิน 10,000 วัตต์ ภายใต้การฉายรังสีของเลเซอร์พลังงานสูง พฤติกรรมการระเหยของวัสดุ กระบวนการปฏิสัมพันธ์ระหว่างเลเซอร์และพลาสมา สภาวะเสถียรภาพของการไหลของบ่อหลอม กลไกการถ่ายเทความร้อน และพฤติกรรมทางโลหะวิทยาของรอยเชื่อมจะเปลี่ยนแปลงไปในระดับต่างๆ เมื่อกำลังเพิ่มขึ้นเกิน 10,000 วัตต์ ความหนาแน่นของกำลังที่เพิ่มขึ้นจะทำให้ระดับการระเหยในบริเวณใกล้รูเล็กมีความรุนแรงมากขึ้น และแรงสะท้อนกลับจะส่งผลโดยตรงต่อเสถียรภาพของรูเล็กและการไหลของบ่อหลอม ซึ่งส่งผลกระทบต่อกระบวนการเชื่อม การเปลี่ยนแปลงเหล่านี้มีผลกระทบอย่างมากต่อการใช้งานเลเซอร์และกระบวนการเชื่อมแบบผสมผสาน ปรากฏการณ์เฉพาะเหล่านี้ในกระบวนการเชื่อมสะท้อนให้เห็นถึงเสถียรภาพของกระบวนการเชื่อมในระดับหนึ่ง ไม่ว่าโดยตรงหรือโดยอ้อม และยังสามารถกำหนดคุณภาพของการเชื่อมได้อีกด้วย ผลกระทบจากการรวมกันของแหล่งความร้อนสองแหล่ง คือ เลเซอร์และอาร์ค ทำให้แหล่งความร้อนทั้งสองแสดงคุณสมบัติเฉพาะของตนเองได้อย่างเต็มที่ และได้ผลลัพธ์การเชื่อมที่ดีกว่าการเชื่อมด้วยเลเซอร์หรือการเชื่อมด้วยอาร์คแบบเดี่ยว เมื่อเปรียบเทียบกับวิธีการเชื่อมด้วยเลเซอร์แบบอัตโนมัติ วิธีการเชื่อมนี้มีข้อดีคือ สามารถปรับช่องว่างได้ดีและสามารถเชื่อมได้หนา เมื่อเปรียบเทียบกับวิธีการเชื่อมด้วยเลเซอร์แบบเติมลวดในช่องว่างแคบสำหรับแผ่นโลหะหนา วิธีการนี้มีข้อดีคือ ประสิทธิภาพการหลอมลวดสูงและผลการหลอมร่องที่ดี นอกจากนี้ แรงดึงดูดของเลเซอร์ต่ออาร์คยังช่วยเพิ่มเสถียรภาพของอาร์ค ทำให้การเชื่อมแบบไฮบริดเลเซอร์-อาร์คเร็วกว่าการเชื่อมด้วยอาร์คแบบดั้งเดิมการเชื่อมด้วยลวดฟิลเลอร์เลเซอร์โดยมีประสิทธิภาพการเชื่อมค่อนข้างสูง
03 การประยุกต์ใช้การเชื่อมแบบไฮบริดเลเซอร์-อาร์คกำลังสูง
เทคโนโลยีการเชื่อมแบบไฮบริดเลเซอร์-อาร์คกำลังสูงถูกนำมาใช้กันอย่างแพร่หลายในอุตสาหกรรมการต่อเรือ อู่ต่อเรือเมเยอร์ในเยอรมนีได้สร้างสายการผลิตการเชื่อมแบบไฮบริดเลเซอร์-อาร์ค CO2 ขนาด 12 กิโลวัตต์สำหรับการเชื่อมแผ่นเหล็กตัวเรือและเหล็กเสริมแรง เพื่อให้ได้รอยเชื่อมแบบฟิลเล็ตยาว 20 เมตรในครั้งเดียว และลดการเสียรูปได้ถึง 2/3 GE ได้พัฒนาระบบการเชื่อมแบบไฮบริดเลเซอร์-อาร์คไฟเบอร์ที่มีกำลังเอาต์พุตสูงสุด 20 กิโลวัตต์เพื่อเชื่อมเรือบรรทุกเครื่องบิน USS Saratoga ซึ่งช่วยประหยัดโลหะเชื่อมได้ 800 ตันและลดชั่วโมงการทำงานลง 80% ดังแสดงในรูปที่ 3 CSSC 725 ใช้ระบบการเชื่อมแบบไฮบริดเลเซอร์-อาร์คกำลังสูงแบบไฟเบอร์เลเซอร์ 20 กิโลวัตต์ ซึ่งสามารถลดการเสียรูปจากการเชื่อมได้ 60% และเพิ่มประสิทธิภาพการเชื่อมได้ 300% อู่ต่อเรือเซี่ยงไฮ้ ไหว่เกาเฉียว ใช้ระบบการเชื่อมแบบไฮบริดเลเซอร์-อาร์คกำลังสูงแบบไฟเบอร์เลเซอร์ 16 กิโลวัตต์ สายการผลิตนี้ใช้เทคโนโลยีการประมวลผลแบบใหม่ คือ การเชื่อมแบบไฮบริดเลเซอร์ + การเชื่อม MAG เพื่อให้ได้การเชื่อมด้านเดียวแบบผ่านครั้งเดียว และการขึ้นรูปสองด้านของแผ่นเหล็กหนา 4-25 มม. เทคโนโลยีการเชื่อมแบบไฮบริดเลเซอร์-อาร์คกำลังสูงถูกนำมาใช้กันอย่างแพร่หลายในยานเกราะ คุณลักษณะการเชื่อมของเทคโนโลยีนี้คือ การเชื่อมโครงสร้างโลหะที่ซับซ้อนและมีความหนามาก ต้นทุนต่ำ และประสิทธิภาพการผลิตสูง

ภาพที่ 3. เรือบรรทุกเครื่องบินยูเอสเอส ซารา โทกา
เทคโนโลยีการเชื่อมแบบไฮบริดเลเซอร์-อาร์คกำลังสูงได้ถูกนำไปประยุกต์ใช้ในบางอุตสาหกรรมแล้ว และจะกลายเป็นวิธีการสำคัญในการผลิตโครงสร้างขนาดใหญ่ที่มีความหนาของผนังปานกลางและมากได้อย่างมีประสิทธิภาพ ในปัจจุบัน การวิจัยเกี่ยวกับกลไกการเชื่อมแบบไฮบริดเลเซอร์-อาร์คกำลังสูงยังขาดอยู่มาก ซึ่งจำเป็นต้องศึกษาเพิ่มเติม เช่น ปฏิสัมพันธ์ระหว่างโฟโตพลาสม่ากับอาร์ค และปฏิสัมพันธ์ระหว่างอาร์คกับบ่อหลอม นอกจากนี้ยังมีปัญหาที่ยังไม่ได้รับการแก้ไขอีกมากมายในกระบวนการเชื่อมแบบไฮบริดเลเซอร์-อาร์คกำลังสูง เช่น ช่วงการทำงานที่แคบ คุณสมบัติทางกลของโครงสร้างรอยเชื่อมที่ไม่สม่ำเสมอ และการควบคุมคุณภาพการเชื่อมที่ซับซ้อน เมื่อกำลังเอาต์พุตของเลเซอร์ระดับอุตสาหกรรมเพิ่มขึ้นเรื่อยๆ เทคโนโลยีการเชื่อมแบบไฮบริดเลเซอร์-อาร์คกำลังสูงจะพัฒนาอย่างรวดเร็ว และเทคโนโลยีการเชื่อมแบบไฮบริดเลเซอร์ใหม่ๆ จะเกิดขึ้นอย่างต่อเนื่อง การผลิตในพื้นที่ การผลิตขนาดใหญ่ และระบบอัจฉริยะจะเป็นแนวโน้มสำคัญในการพัฒนาอุปกรณ์การเชื่อมเลเซอร์กำลังสูงในอนาคต
วันที่เผยแพร่: 24 เมษายน 2567











